Nieuws
Door het toepassen van Pin-in-Paste (PIP) reflow technology is het mogelijk om THT componenten met een reflow oven te solderen. Het succesvol toepassen van deze technologie bespaart tijd en dus geld. myProto sprak met Tom Meeus van Rotec, specialist in stencils en pasta’s, over deze technologie en waar je rekening mee dient te houden om deze technologie succesvol toe te passen.
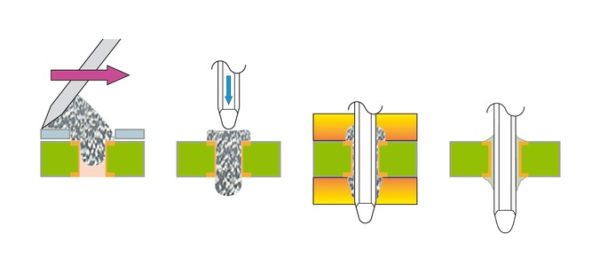
Pin-in-Paste technology is de benaming van het proces waarbij through-hole componenten gesoldeerd worden via reflow technologie. Via het stencil wordt voldoende pasta aangebracht om de verbinding van soldeer te voorzien. Vervolgens kan het THT component handmatig of machinaal geplaatst worden waarna de reflow oven alle soldeerverbindingen laat samensmelten. Standaard worden deze componenten namelijk via golf solderen, selectief solderen of hand solderen gemonteerd.
Tom Meeus: “Het voordeel van PIP is dat through-hole componenten samen met SMD componenten in 1 processtap gesoldeerd worden. Doordat men een processtap uitspaart, meestal golf of hand-solderen, is PIP dus een goedkopere en snellere manier van produceren. Vooral wanneer een design voor het merendeel bestaat uit SMD componenten en slechts een paar THT’s is het zeer interessant om PIP technologie toe te passen. Een bijkomend voordeel is daarnaast dat THT componenten met een kleine pitch via deze methode beter gesoldeerd kunnen worden.”
Met het toepassen van PIP technologie kan er dus veel tijd gewonnen worden. Maar als je deze technologie wil gaan gebruiken is het wel belangrijk THT componenten te kiezen die geschikt zijn voor deze technologie. Tom Meeus ziet twee belangrijke voorwaarden: temperatuur en stand-off.
“De piektemperatuur van een standaard loodvrij oven profiel kan al snel oplopen tot 250 graden C dus potentiële THT componenten moeten die temperatuur wel aankunnen. Als dit niet het geval is kan men ook nog uitwijken naar low-melt soldeer pasta. Hiermee kan men de soldeerpiek verlagen naar 180 a 200C. Dit moet geval per geval bekeken worden want niet iedere toepassing laat low-melt solderen toe.
Daarnaast is het tijdens de assemblage verstandig om niet te snel te veel warmte in de PCB brengen. Door te felle opwarming gaat de viscositeit van soldeer pasta snel afnemen waardoor er het risico bestaat dat een gedeelte van de pasta in de oven druipt. Het resultaat is onregelmatig soldeer volume en vervuiling van de reflow oven. Vandaar dat wij een vrij matig lineair soldeer profiel voorstellen dat vooral in de eerste zones niet snel stijgt. Daarnaast is het belangrijk dat het PIP component een bepaalde stand-off heeft. Dit is de afstand tussen de PCB en onderkant van de body van het component. Deze stand-off zorgt er voor dat er ruimte is tussen de PCB en de component om voldoende soldeerpasta aan te brengen. Wij adviseren een stand-off van minimaal 0,5mm.”
Wanneer je PIP toe wil passen is het verstandig om al vanaf de ontwerpfase aangepaste designrules toe te passen. Tom Meeus: “Een belangrijke parameter is de verhouding tussen de diameter van de pen en de diameter van het boorgat in de PCB. Dit bepaalt de hoeveelheid soldeer die nodig is om het gat te vullen plus ook de meniscus of opvloeiing naar de pen toe. Het is dus een zeer belangrijke parameter omdat soldeerpasta in volume voor de helft bestaat uit flux en de andere helft uit metaalpoeder. Kies je voor een relatief groot gat dan zal het component makkelijk te plaatsten zijn door een operator of eventueel machinaal. Maar men heeft dan wel een groot volume aan pasta nodig om alles netjes vol te solderen volgens de geldende IPC normen. Daarom volgt men beter niet de standaard golfsoldeer design rules omdat die relatief grote pen/gat verhoudingen hanteren maar kiest men beter al van bij het ontwerpfase voor een aangepast PIP design. Hier kan MyProto het nodige advies leveren!”
Tom Meeus: “Om het pasta volume van een PIP stencil uit te rekenen kan je een vrij simpele formule gebruiken. Men neemt namelijk het volume van het boorgat min het volume van de pen. Eventueel kan men ook nog rekening houden met wat extra volume voor de opvloeiing naar de pen. Dat soldeer volume verdubbel je om het pasta volume te kennen. Het komt vaak voor dat we met een standaard stencil niet voldoende soldeer volume kunnen genereren waardoor we voor een step-stencil moeten kiezen. Dit zijn stencils die lokaal ter hoogte van het PIP design verdikt zijn. Een tweede manier om meer soldeer volume te krijgen is om pasta op het soldeer masker te printen, dus voorbij de koper pads. Hoe ver men kan overprinten hangt af van de combinatie soldeermasker/soldeerpasta, maar 4 tot 5mm is zeker haalbaar. Een derde manier om meer soldeer volume te verkrijgen is het gebruik van solder preforms. Dit zijn blokjes soldeer die in tape&reel verkrijgbaar zijn en door de pick&place machine in de soldeer pasta bijgeplaatst kunnen worden. Soms gebruiken we een combinatie van de 3 bovenstaande technieken om tot een goed resultaat te komen. Zo komt het dat elk PIP stencil een custom design is.”
Naast een juiste stencil is ook de soldeerpasta van groot belang. Tom Meeus: “Voor PIP processing gebruik je best een soldeerpasta met voldoende kleefkracht of tackiness zodat de pasta die onderaan de pennen hangt niet meteen in de Pick & Place machine al afdruipt. Als je de over-print techniek gebruikt zal de pasta ook goede pull-back eigenschappen moeten hebben. Hiermee bedoelen we het vermogen van soldeerpasta om van de solder-mask terug te vloeien naar de koper pads zonder solder-balls achter te laten. Vervolgens is het belangrijk om een pasta te selecteren met goede hot-slump eigenschappen om afdruipen in de reflow oven te voorkomen.”
Bij myProto produceren we prototypes op de manier hoe uiteindelijk ook de serie geproduceerd wordt. Wil je gebruik maken van PIP technologie dan raden we dus aan om direct van het design hier rekening mee te houden (componentkeuze en pcb lay-out). Als je PIP technologie wil gebruiken dan stemmen we dit onderling af. We beoordelen de component, het design en verzorgen met Rotec het stencil en de juiste pasta. Het stencil is vervolgens ook te gebruiken voor de serie.
Lid van








